Soluție de turnare prin injecție a plasticului
Un ghid cuprinzător pas cu pas
Turnarea prin injecție a plasticului este un proces de fabricație complex și precis care transformă materia plastică brută într-o gamă largă de produse cu forme complicate și dimensiuni precise.
Pasul 1
Proiectare și pregătire matrițe
- Design produs: Procesul începe cu un design sau un concept detaliat al produsului. Considerațiile de proiectare includ funcționalitatea, estetica, selecția materialelor și capacitatea de fabricație.
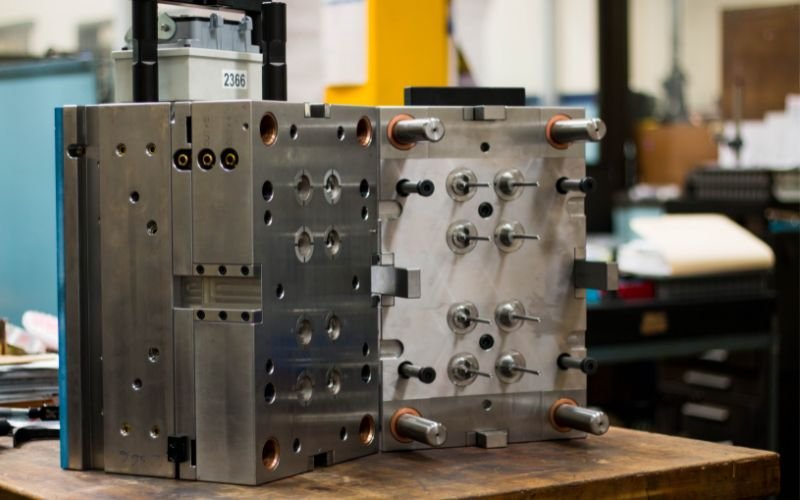
- Design matriță: O matriță, cunoscută și ca unealtă sau matriță, este creată pe baza designului produsului. Forma este formată din două jumătăți – cavitatea și miezul – care creează forma produsului final.
- Alegerea materialului: Alegeți materialul plastic potrivit în funcție de cerințele produsului, luând în considerare factori precum proprietățile mecanice, rezistența chimică și stabilitatea temperaturii.
- Fabricarea matriței: Producătorii de scule calificați fabrică matrița folosind tehnici de prelucrare de precizie. Complexitatea și dimensiunea matriței influențează timpul și costul fabricării.
Pasul 2
Proces de turnare prin injecție
- Prindere: Matrița este montată pe mașina de turnat prin injecție. Cele două jumătăți sunt bine închise folosind forța hidraulică sau mecanică pentru a asigura o aliniere adecvată.
- Injectare: Peleții de plastic, cunoscuți sub numele de rășină, sunt introduși în buncărul mașinii de turnat prin injecție. Peletele sunt încălzite și topite în butoi până la o stare de topire constantă.
- Presiunea și viteza de injecție: Plasticul topit este injectat în cavitatea matriței la presiune ridicată. Viteza și presiunea de injecție sunt controlate pentru a umple matrița și pentru a preveni defecte precum goluri sau urme de chiuvetă.
- Răcire: După ce matrița este umplută, plasticul din interior începe să se răcească și să se solidifice. Timpul de răcire este controlat cu atenție pentru a obține calitatea dorită a piesei.
- Presiune de mentinere: Unele matrițe includ menținerea presiunii pentru a compensa contracția materialului în timpul răcirii. Acest lucru asigură că piesa își păstrează forma și dimensiunile.


Pasul 3
Deschiderea și evacuarea matriței
- Finalizarea răcirii: Odată ce plasticul s-a răcit și s-a solidificat suficient, matrița se deschide, dezvăluind partea solidificată din interior.
- Ejectie: Ştifturile ejectorului matriţei împing piesa în afara cavităţii matriţei. Ejectarea trebuie să fie blândă pentru a evita deteriorarea suprafeței piesei.
Pasul 4
Post-procesare
- Tunderea și decușarea: Excesul de material, numit flash, este îndepărtat din piesă. Tunderea poate implica procese manuale sau automate pentru a obține forma finală.
- Operatii secundare: În funcție de cerințele produsului, pot fi efectuate procese suplimentare, cum ar fi găurirea, prelucrarea sau asamblarea.


Pasul 5
Controlul și inspecția calității
- Inspecție vizuală: Fiecare piesă este inspectată vizual pentru defecte, cum ar fi imperfecțiunile suprafeței, inconsecvențele de culoare sau distorsiunile.
- Verificări dimensionale: Piesele sunt măsurate și comparate cu specificațiile prezentate în proiect. Echipamentul avansat de măsurare asigură acuratețea.
Pasul 6
Ambalare și transport
- Ambalare: Piesele finite sunt ambalate cu grijă pentru a preveni deteriorarea în timpul transportului.
- Transport: Piesele sunt expediate către client sau unitatea de asamblare pentru integrare în produse mai mari sau distribuire către utilizatorii finali.
