Plastysk ynjeksjefoarmjen is in kompleks en sekuer fabrikaazjeproses dat rau plestik materiaal transformeart yn in breed oanbod fan produkten mei yngewikkelde foarmen en krekte dimensjes.
Produkt ûntwerp: It proses begjint mei in detaillearre produktûntwerp as konsept. Untwerpoerwegingen omfetsje funksjonaliteit, estetyk, materiaalseleksje en fabrikaazje.
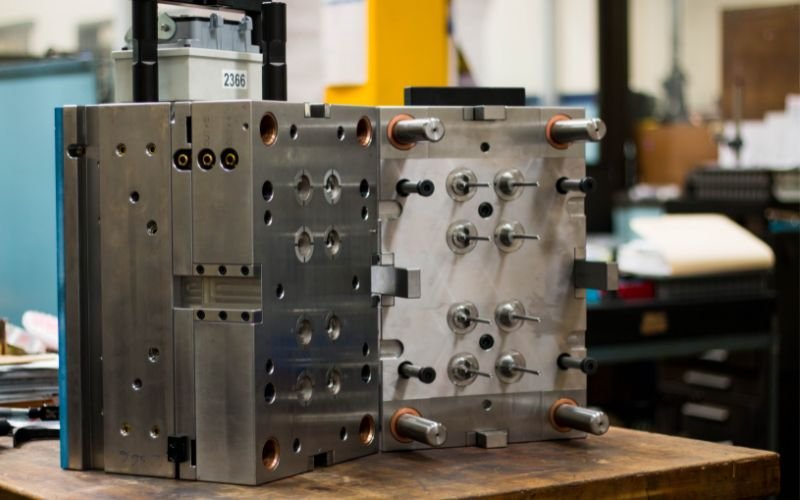
Mold ûntwerp: In skimmel, ek bekend as in ark of die, wurdt makke op basis fan it produktûntwerp. De mal bestiet út twa helten - de holte en de kearn - dy't de foarm fan it einprodukt meitsje.
Materiaal seleksje: Kies it passende plestik materiaal basearre op 'e easken fan it produkt, sjoen faktoaren lykas meganyske eigenskippen, gemyske ferset en temperatuerstabiliteit.
Mold Fabrication: Skilled toolmakers produsearje de mal mei help fan presys ferwurkjen techniken. De kompleksiteit en grutte fan 'e skimmel beynfloedzje de tiid en kosten fan fabrikaazje.
Stap 2
Injection Molding Process
Klemmen: De mal is monteard op 'e ynjeksjefoarmmasine. De twa helten wurde feilich sluten mei help fan hydraulyske of meganyske krêft om te soargjen foar goede ôfstimming.
Ynjeksje: Plastic pellets, bekend as hars, wurde fiede yn 'e hopper fan' e ynjeksjefoarmmasjine. De pellets wurde ferwaarme en smolten binnen it barrel ta in konsekwint smelte steat.
Ynjeksjedruk en snelheid: It smelte plestik wurdt ûnder hege druk yn 'e holte fan' e skimmel ynjeksje. De ynjeksjesnelheid en druk wurde regele om de skimmel te foljen en defekten te foarkommen lykas leechte of sinkmarken.
Cooling: Nei't de skimmel fol is, begjint it plestik binnen te koelen en te fêstigjen. Koeltiid wurdt soarchfâldich kontrolearre om de winske dielkwaliteit te berikken.
Hâld druk: Guon mallen omfetsje it hâlden fan druk om te kompensearjen foar materiaalkrimp by it koeljen. Dit soarget derfoar dat it diel syn foarm en dimensjes behâldt.
Stap 3
Mold Iepening en Ejection
Cooling foltôging: Sadree't it plestik is genôch ôfkuolle en fersteurd, de skimmel iepenet, reveal it ferstevige diel binnen.
Utwerp: De mal ejector pins triuwe it diel út 'e mal holte. Ejection moat sêft wêze om skea oan it oerflak fan it diel te foarkommen.
Stap 4
Post-ferwurking
Trimmen en deflashing: Oerskot materiaal, neamd flash, wurdt fuorthelle út it diel. Trimmen kin hânmjittich of automatisearre prosessen belûke om de definitive foarm te berikken.
Sekundêre operaasjes: Ofhinklik fan 'e easken fan it produkt kinne ekstra prosessen lykas boarjen, ferwurkjen of gearstalling wurde útfierd.
Stap 5
Kwaliteitskontrôle en ynspeksje
Ynspeksje op it each: Elk diel wurdt visueel ynspektearre foar mankeminten, lykas oerflak-ûnfolsleinens, kleurinkonsistinsjes of ferfoarming.
Dimensionale kontrôles: Dielen wurde mjitten en fergelike mei de spesifikaasjes beskreaun yn it ûntwerp. Avansearre mjitapparatuer soarget foar krektens.
Stap 6
Ferpakking en ferstjoering
Ferpakking: Foltôge dielen wurde soarchfâldich ferpakt om skea tidens ferfier te foarkommen.
Ferstjoering: De dielen wurde ferstjoerd nei de klant of assemblage foarsjenning foar yntegraasje yn gruttere produkten of distribúsje oan ein-brûkers.
Freegje no in offerte oan
Folje it formulier hjirûnder yn, en wy sille ynkoarten kontakt opnimme.