Brizganje plastike složen je i precizan proizvodni proces koji pretvara sirovi plastični materijal u širok raspon proizvoda zamršenih oblika i preciznih dimenzija.
Dizajn proizvoda: Proces počinje detaljnim dizajnom ili konceptom proizvoda. Razmatranja dizajna uključuju funkcionalnost, estetiku, izbor materijala i mogućnost izrade.
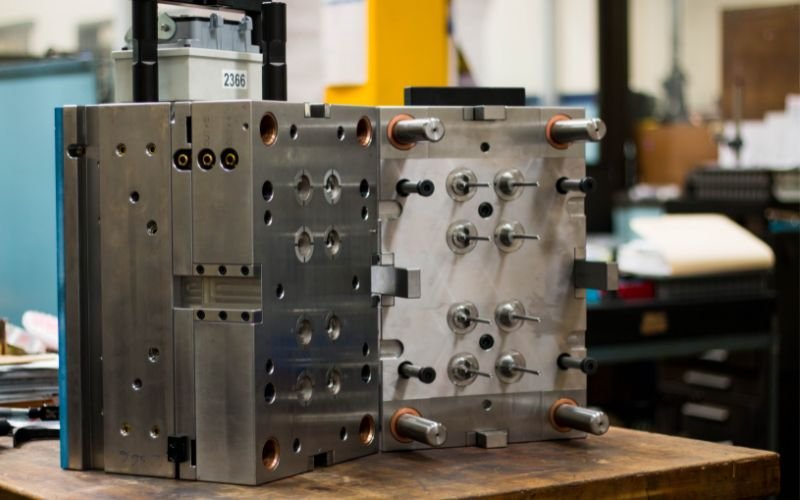
Dizajn kalupa: Kalup, poznat i kao alat ili matrica, izrađuje se na temelju dizajna proizvoda. Kalup se sastoji od dvije polovice – šupljine i jezgre – koje stvaraju oblik konačnog proizvoda.
Izbor materijala: Odaberite odgovarajući plastični materijal na temelju zahtjeva proizvoda, uzimajući u obzir čimbenike poput mehaničkih svojstava, kemijske otpornosti i temperaturne stabilnosti.
Izrada kalupa: Vješti alatničari proizvode kalup koristeći precizne tehnike strojne obrade. Složenost i veličina kalupa utječu na vrijeme i cijenu izrade.
Korak 2
Proces injekcijskog prešanja
Stezanje: Kalup se postavlja na stroj za injekcijsko prešanje. Dvije su polovice čvrsto zatvorene pomoću hidrauličke ili mehaničke sile kako bi se osiguralo pravilno poravnanje.
Injekcija: Plastične kuglice, poznate kao smola, unose se u spremnik stroja za injekcijsko prešanje. Kuglice se zagrijavaju i tope unutar cijevi do postojanog rastaljenog stanja.
Tlak i brzina ubrizgavanja: Rastaljena plastika se ubrizgava u šupljinu kalupa pod visokim pritiskom. Brzina i tlak ubrizgavanja se kontroliraju kako bi se ispunio kalup i spriječili nedostaci poput šupljina ili tragova udubljenja.
Hlađenje: Nakon što se kalup napuni, plastika iznutra počinje se hladiti i stvrdnjavati. Vrijeme hlađenja pažljivo se kontrolira kako bi se postigla željena kvaliteta dijelova.
Pritisak zadržavanja: Neki kalupi uključuju držanje pritiska kako bi se kompenziralo skupljanje materijala tijekom hlađenja. To osigurava da dio zadrži svoj oblik i dimenzije.
3. korak
Otvaranje i izbacivanje kalupa
Završetak hlađenja: Nakon što se plastika dovoljno ohladi i skrutne, kalup se otvara, otkrivajući skrutnuti dio iznutra.
Izbacivanje: Igle za izbacivanje kalupa guraju dio iz šupljine kalupa. Izbacivanje mora biti nježno kako bi se izbjeglo oštećenje površine dijela.
Korak 4
Naknadna obrada
Podrezivanje i uklanjanje svjetla: Višak materijala, koji se naziva bljesak, uklanja se s dijela. Podrezivanje može uključivati ručne ili automatizirane procese za postizanje konačnog oblika.
Sekundarne operacije: Ovisno o zahtjevima proizvoda, mogu se izvesti dodatni procesi poput bušenja, strojne obrade ili sastavljanja.
Korak 5
Kontrola i inspekcija kvalitete
Vizualni pregled: Svaki dio se vizualno pregledava radi nedostataka, kao što su površinske nesavršenosti, nedosljednosti boja ili izobličenja.
Provjere dimenzija: Dijelovi se mjere i uspoređuju sa specifikacijama navedenim u dizajnu. Napredna mjerna oprema osigurava točnost.
Korak 6
Pakiranje i otprema
Ambalaža: Gotovi dijelovi pažljivo su pakirani kako bi se spriječilo oštećenje tijekom transporta.
Dostava: Dijelovi se šalju kupcu ili pogonu za montažu radi integracije u veće proizvode ili distribucije krajnjim korisnicima.
Zatražite ponudu odmah
Ispunite obrazac u nastavku, a mi ćemo se uskoro javiti.